

2. Die Anfänge im Mittelalter und die frühe Neuzeit
Kamerad Martin in der Mitte, links das Symbol der Bergleute und rechts das Symbol der Mansfelder Hüttenleute – so sieht das Logo zur 800 Jahrfeier des Mansfelder Kupferschieferbergbaus aus. Das Logo spiegelt kurz und prägnant die Realität der Beziehung zwischen Berg- und Hüttenleuten im Mansfeldischen wider. In der Frühzeit lagen hier in unseren Kupferschieferrevieren Bergbau und Hütte dicht beieinander. Transportwesen und Kommunikation waren nur wenig entwickelt. Nach Fall dieser Hemmnisse gingen Bergbau und Verhüttung besonders in der Neuzeit oft getrennte Wege. Nicht so im Mansfeldischen. Diese Besonderheit prägte unser Revier von Anfang an. Es lag einfach daran, dass das Kupferschiefer-Erz eben ganz spezielle Eigenschaften aufwies (Bild 1).
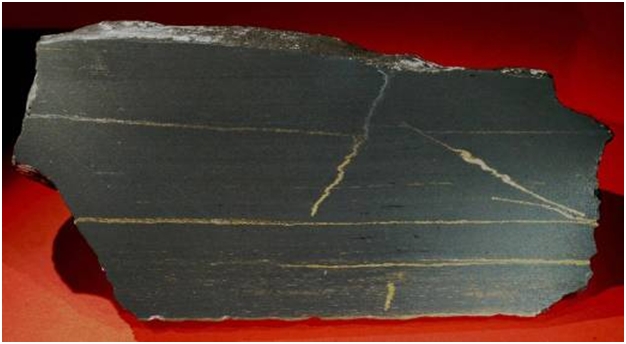
Die grauschwarzen Stellen sind Bitumenanreicherungen
(Fundort: Thomas Münzer-Schacht, Baufeld Brücken. Bildbreite ca. 14 cm, Foto Stedingk)
Mit der beginnenden Nutzung der Lagerstätte um 1200 waren die Mansfelder Bergleute vergleichsweise spät dran, wenn man daran denkt, dass sich die Verwendung von Kupfer schon 4000 v.Chr. nachweisen lässt. Doch diese Anfänge fußten auf der Kupfergewinnung aus Vorkommen von gediegenem Kupfer oder dessen karbonatischen Erzen. Was unsere Altvorderen hier gefunden hatten, war ein sulfidisches Erz mit 2 bis 3 % Kupfer, mechanisch praktisch nicht aufbereitbar, insbesondere wegen seiner hohen Bitumengehalte. Zum Glück enthielt das Erz auch noch 0,013 % Silber (entspricht auf Cu gerechnet ca. 0,5%) und war damit wirtschaftlich interessant. Seine Abtrennung stellte jedoch für den Hüttenmann über Jahrhunderte eine Herausforderung dar und wurde bis in die Neuzeit immer weiter verfeinert. Es stiegen die Ansprüche an die Technik hinsichtlich Ausbringen, Kosten, Schutz der Bedienungsmannschaften und der Umwelt. Und das alles zu jeder Zeit mit unterschiedlichen Möglichkeiten und Gewichtungen.
Das von ihm beschriebene Verfahren, später als „Deutscher Prozess“ bezeichnet, wurde recht lange angewandt. Erste Prozessstufe war das Abbrennen des Bitumens im Freien in Haufen von 50 bis 200 t (Bild. 2). Es folgten Röst- und Schmelzarbeiten, die schließlich zu metallischem Kupfer führten. Zum Schmelzen dienten niedrige Schachtöfen mit Spurzustellung und anschließendem Vorherd, so genannte „Krummöfen“ Der erste schmelzmetallurgische Schritt, nämlich das Konzentrationsschmelzen zur Herstellung eines Kupfersteines aus dem Erz, war bis in die Neuzeit prägend und kennzeichnet auch den „Mansfeld Prozess“. Das Konzentrationsschmelzen blieb immer Sache der Rohhütten. Der anfallende Kupferrohstein wurde in Stadeln geröstet. Das Röstgut, der „Rost“, stellte ein Gemisch von Kupfer- und Eisenoxiden dar, mit Resten an Sulfiden.
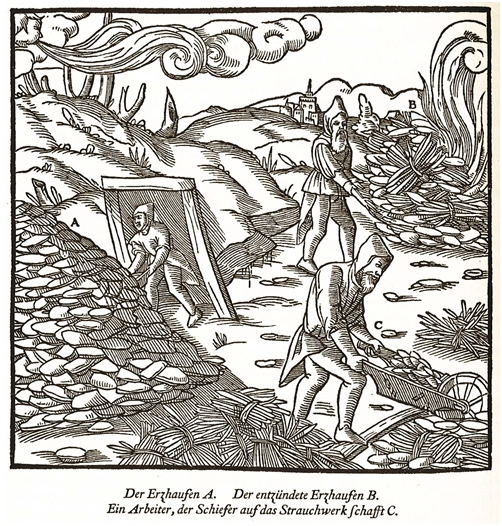
(aus AGRICOLA, Ausgabe 1928, S. 242)
Das Röstgut gelangte in die nächste Verarbeitungsstufe, dem Schmelzen im Schachtofen mit Holzkohle, später mit Koks. Erst der Schmelzprozess im Schachtofen trennte die Metalle von der Gangart, deren Bestandteile sich in der Schlacke sammelten.
Gerade die Prozessstufe „Schachtofen“ machte eine Reihe von Entwicklungen durch. Zu Anfang erhielt man noch keine richtige Schlacke, sondern eine halb gesinterte Masse. Die Öfen mussten von Hand beräumt werden. Mit besser werdender Technik (verbesserter Luftzufuhr durch Blasebälge) und immer besser werdendem metallurgischen Wissen (Zusatz von Schlackenbildnern) konnte der Prozess im Verlaufe der Zeit immer weiter verbessert werden.
Das dauerte jedoch seine Zeit. Schließlich kannte man die dem heutigen Hüttenmann bekannten Zustandsdiagramme noch nicht und musste probieren. So fand man auch heraus, dass es nicht nur wegen der relativ hohen Kupfergehalte der Schlacke günstig ist, Schlacke in den Schmelzprozess zurückzuführen. Diese Arbeitsweise nennt man „Rückschlacke“. Der Beschickung wird damit praktisch die „fertige“ Schlacke „gezeigt“. Solche Rückschlacke schmilzt besser als die Gangart und nimmt diese dann auf.
Erst später wurde es zum Allgemeinwissen des Hüttenmannes, dass die Bildungstemperatur der Schlacke höher ist, als ihre Schmelztemperatur. War also schon Schlacke da, war alles leichter. „Rückschlacke“ verbessert die Schmelzbarkeit und senkt den Metallgehalt der Schlacke. Natürlich hat man nicht die gesamte Schlacke im Kreis gefahren, nur solche mit hohen Metallgehalten. Hohe Temperaturen und eine gut flüssige Schlacke waren die technologischen Schlüssel zur Senkung der Metallverluste (Bild 3).

dass es im frühen 16. Jahrhunderts noch nicht gelang homogene metallarme Schlacken herzustellen.
Die Reste dieser Halde zeugen zugleich von der Tätigkeit des Vaters Martin Luthers (Hans Luder) als Hüttenmeister
(Foto Stedingk).
Das Kupfer aus den reduzierenden Schachtofenschmelzen enthielt neben Eisen, Nickel, Blei und Zink vor allem 0,5 bis 0,6 % Silber. Es war oft so, dass der Wert des Silbers den des Kupfers überstieg. Die Entsilberung des Kupfers war also dringend geboten.
In der Zeitachse der Geschichte sind wir jetzt an der Wende vom 15. zum 16. Jahrhundert. Um diese Zeit hatte man noch keine eleganten Verfahren zur Trennung von Kupfer und Silber. Man wusste aber um die Eigenschaften der Metalle, sich ineinander mehr oder weniger zu lösen und man wusste auch, dass diese Löslichkeit temperaturabhängig ist. Wenn man nun Metalle mit erheblichen Unterschieden im Schmelzpunkt hat, und diese in der flüssigen Phase mischbar sind, hat man eine Möglichkeit der Trennung unter Anwendung dieser Gegebenheiten.
Im Fall der Silberabtrennung ist es weiter von Vorteil, dass das niedrig schmelzende Metall Blei für Silber ein Sammler ist. Blei ist dafür schon lange bekannt. Solche Überlegungen bzw. Kenntnisse waren der Schlüssel für ein geeignetes Trennverfahren, das „Saigern“.
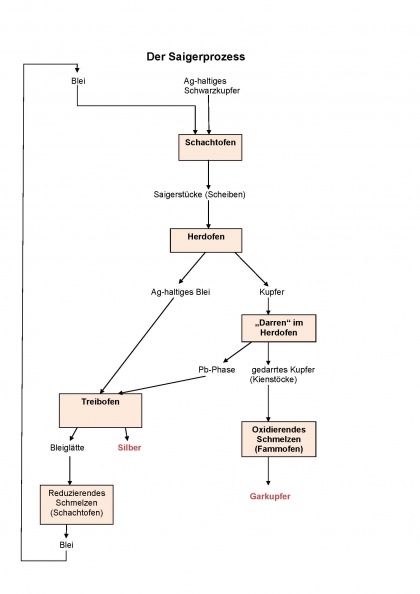
Man musste also zuerst eine homogene Schmelze aus Blei (Schmelzpunkt 327 °C) und Kupfer (Schmelzpunkt 1085 °C – hier weniger wegen der Verunreinigungen, die Schmelzpunkt erniedrigend wirken) herstellen. In praxi benötigte man hierfür Temperaturen über 1000°C. Das Zusammenschmelzen erfolgte in einem Schachtofen und man fand auch das Know-how, die notwendige Homogenität der Schmelze zu erhalten – angesichts der Schmelzpunktunterschiede und dem Wirkprinzip des Schachtofens eine Leistung.
Diese Schmelze wurde zu schweren Scheiben, den sogenannten Saigerscheiben oder -stücken, gegossen.
In einem 2. Arbeitsschritt wurden diese Saigerstücke erhitzt und zwar über den Schmelzpunkt des Bleis. Dabei lief – saigerte - das Blei aus und nahm das Silber mit. Das Saigerblei wurde im Treibofen in oxidierender Atmosphäre einer Temperatur von 1000°C ausgesetzt. Es bildete sich Bleioxid (Glätte), das die Verunreinigungen mit sich nahm und aus dem Herd lief. Nach der völligen „Verglättung“ blieb Silber mit 990 – 995 Feine zurück.
Das zurückbleibende Kupfer enthielt noch 20 – 30 % Pb und dementsprechend auch noch Silber. Im Interesse eines guten Silberausbringens war das unbefriedigend. Deshalb schloss sich eine weitere Verfahrensstufe an – das Darren. Das ist eine Temperaturbehandlung bei 900°C, wodurch der Pb-Gehalt auf 10 % zurückging. Dies „gedarrte“ Kupfer – Kienstöcke genannt – wurde oxidierend geschmolzen. Es entstand Mansfelder Garkupfer mit 0,6 % Pb.
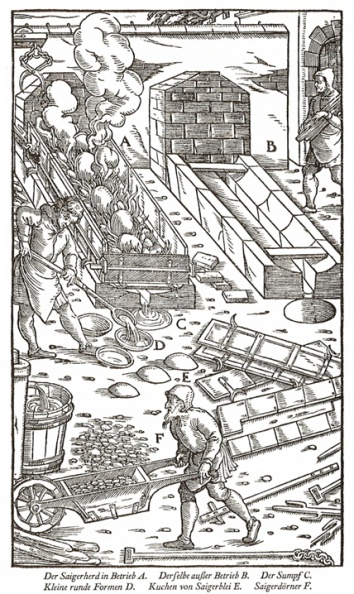
(aus AGRICOLA, Ausgabe 1928, S. 445)