4. Das Entstehen von Großbetrieben und das moderne Hüttenwesen
Mit der Inbetriebnahme der ersten Tiefbau-Großschachtanlagen für die Förderung des Mansfelder Kupferschiefererzes in der Mitte des 19. Jahrhunderts wuchsen die Erzmengen deutlich an. So wurde die Errichtung neuer Hüttenkapazitäten notwendig, verbunden mit einer Konzentration der Verarbeitung des Erzes an wenigen Standorten. Die Kochhütte bei Helbra nahm im Oktober 1880 als zweite Großhütte ihren Betrieb auf, zehn Jahre nach der Krughütte bei Eisleben (Bild 11), was zur sukzessiven Stilllegung der alten Rohhütten führte.
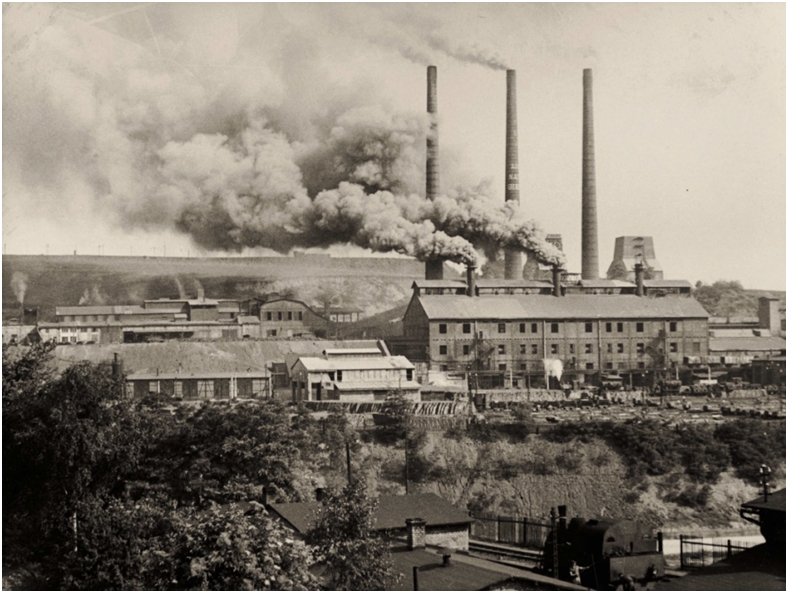
Die Umweltbelastung durch die Schwermetallemissionen dieser 1972 stillgelegten Hütte ist heute noch großräumig nachweisbar
(Foto Archiv Mansfeld Museum, Hettstedt), was aber grundsätzlich für alle Hüttenbetriebe auf der Welt gilt.
Indessen blieb es bei der althergebrachten Technologie der Erzverarbeitung: Schieferbrennen, Schmelzen auf Rohstein, Rösten, Herstellung von Rohkupfer mit Raffination auf Garkupfer. Dabei war das Rösten Sache der Rohhütten. Mit zunehmender Produktion konnte man die Röstgase jedoch nicht mehr unbehandelt lassen. Die steigende Produktion machte auch neue Rösttechniken erforderlich, mit Möglichkeiten zur Erfassung und Verwertung der Röstgase. Die Lösung waren die Mansfelder Kils, Röstschachtöfen, in ihrer Bauart ähnlich den Kalkbrennöfen.
Es ist eine traditionelle Arbeitsweise der Mansfelder Hüttenleute, die bis zum Schluss hochproblematisch war:
- Steinschmelzen an verschiedenen Stellen,
- Rösten an vielen verschiedenen Stellen,
- Kupfer-Herstellung aus Röstgut – auch an verschiedenen Stellen.
Geschuldet war dies, neben dem ständigen Probieren, auch dem Bestreben der Nachnutzung von abgeworfenen Standorten und Anlagen in modifizierter Form. Mit der Errichtung der beiden Rohhütten in Eisleben und Helbra wurde dann aber doch ein gewisser Konzentrationsprozess eingeleitet. Unter dem technologischen Druck der Rohhütten mit ihrer steigenden Kapazität wuchs darüber hinaus auch die Notwendigkeit grundsätzlicher Veränderungen im Gesamtprozess. Doch auch auf den Rohhütten waren zwingend neue Wege zu beschreiten. So war das Abbrennen der Schiefern im Freien nicht mehr tragbar und die Verarbeitung von ungebrannten Schiefern im Schachtofen geboten. Das „Brennen“ war aber bis dato unverzichtbar: Die Öfen „froren ein“, wenn dem nicht mit erhöhter Brennstoffgabe entgegen gewirkt wurde, was wiederum das Mauerwerk der Schachtöfen schmelzen ließ. Abhilfe konnte der Einsatz von Wassermantelöfen schaffen. In der Folge wurden die Wassermantelöfen Standard in der Rohhüttentechnologie. Für die Krughütte entschied man sich für die viereckige Bauweise, für die Kochhütte für die runde.
Metallurgisch ist die viereckige Form zu bevorzugen, wegen der Eindringtiefe der Luft, die runden Öfen im Durchmesser Grenzen setzt. Die Vergrößerung der Öfen hatte auch zur Folge, dass der Möller gut gasdurchlässig sein musste. Feines Material stört den Luftdurchfluss und führt zu Leistungsminderung. Das Feinmaterial musste also einen Prozess der Kornvergröberung durchlaufen. Das konnte durch Sintern oder Brikettieren erfolgen. Das Sintern ist für die Ofenführung besser, da es bei hohen Temperaturen stattfindet und somit die Schlacke schon vorformiert. Das Brikettieren ist einfacher und billiger und lässt auch keine nicht verwertbaren Abgase entstehen. Sintern war auf beiden Hütten im Einsatz, auf der Krughütte praktisch bis zum Schluss (1972), während auf der Kochhütte das Sintern durch eine Brikettierung abgelöst wurde. Gemeinsam hatten Krug- und Kochhütte im Endzustand Schachtöfen mit einem Vorherdbetrieb zur Trennung von Stein und Schlacke. Die Schlacke lief aus den Vorherden kontinuierlich in bereitstehende Schlackenwagen ab, der Rohstein wurde gesammelt und abgestochen. Anfangs in Sandbetten, später in Kokillen. In den Vorherden fand auch eine Abkühlung statt und diese bewirkte das Ausscheiden einer Eisenphase in fester Form aus dem flüssigen Rohstein – die sogenannte Eisensau. Diesen Fachbegriff sollte man etwas erklären: der Hüttenmann bezeichnet ungewollte aber trotzdem nicht zu verhindernde Ausscheidungen als „Sau“ (Bild 12).

Durch die Bildung der Eisensau entstanden Kupferverluste. Aber es sammelten sich in ihr auch durchaus interessante Nebenelemente. Gerade diese machten sie bis in die siebziger Jahre des letzten Jahrhunderts immer wieder zu einem Forschungsobjekt. Letztlich gelang ihre Nutzung in den 1970er Jahren durch Einschleusung des Materials in den Laugeprozess der finnischen Kobalthütte Kokkola endgültig. Hierfür wurde die Eisensau in Helbra granuliert und an die o.g. Kobalthütte geliefert. Die Entstehung der Eisensau war auch insofern ein technologisches und damit auch wirtschaftliches Ärgernis, als dass sie die Vorherde nach und nach zu setzte, wodurch diese stillgelegt, abgebrochen und neu errichtet werden mussten. Somit waren zwei Vorherde für einen Ofen erforderlich, die intermittierend arbeiteten. Die Rohhüttenschlacke wurde zum großen Teil aufgehaldet, aber auch zu Schlackensteinen verarbeitet (Bild 13).

Auch die Abgase der Rohhüttenschachtöfen konnten nicht mehr unbehandelt ins Freie geleitet werden. Eine Reinigung war unumgänglich, gestaltete sich aber schwierig. Nicht zuletzt auch deshalb, weil das Brennen des Erzes zur Beseitigung des Bitumens aufgegeben worden war, sowohl aus Umweltgründen als auch unter wirtschaftlichen Gesichtspunkten (Bindung hoher Metallmengen).
Nun sind Bitumina aber schwere Kohlenwasserstoffe. Sie verdampfen im oberen Teil des Schachtofens und entweichen mit dem Abgas. Hinzu kommt, dass die im Vergleich zu früher viel forciertere Ofenführung hohe Temperaturen im Inneren der Öfen bedingt und die Ofenatmosphäre reduzierend ist. Das bedeutet, dass die mit dem Erz vorlaufenden, mengenmäßig nicht geringen Blei- und Zinkbestandteile verdampfen und letztlich vordergründig als Sulfide mit dem Abgas ausgetragen werden. Durch die besonderen Eigenschaften dieses so entstehenden Flugstaubes war die Gasreinigung eine echte Herausforderung. Besonders wegen des klebrigen Bitumens war nur eine Nassreinigung möglich. Hierfür zur Anwendung kamen die sogenannten Theissenwäscher, weshalb der ausgewaschene Flugstaub auch Theissenschlamm genannt wurde. Der Theissenschlamm war also, wie erläutert, auch ein Sammler für Blei, Zink und weitere interessante Nebenmetalle, sodass die „moderne“ Rohhütte letztlich folgende Produkte produzierte:
- Rohstein,
- Eisensau,
- Schlacke (Bauformsteine-Blähschlacke, Straßenbausteine),
- Theissenschlamm
- und ein Gichtgas mit hohen CO-Gehalten, das in nachgeschalteten Kraftwerken als Zusatzbrennstoff diente.
Die immer weiter steigenden Mengen an Rohstein erforderten auch neue Wege in der Rohsteinverarbeitung. Dazu bot sich in Anlehnung an die Stahlindustrie der Bessemer-Prozess an, dessen Eignung über Jahre untersucht und zur technologischen Reife für die Kupfererzeugung gebracht wurde. 1926 wurde die Bessemerei auf der Gottesbelohnungshütte in Betrieb genommen. Bei der Standortwahl war auch bestimmend, dass hier - noch aus den Zeiten des Röstverfahrens - bereits eine Kontaktanlage zur Verwertung der SO2 -haltigen Abgase existierte. Der nun eingeführte Verblaseprozess erfordert flüssigen Rohstein als Input. Wegen der dezentralen Rohsteinerzeugung war jedoch ein Flüssigtransport nicht gegeben.
Also wurde der Rohstein in einem Schachtofen aufgeschmolzen und vor dem Chargieren im Konverter gesammelt. Beim Verblaseprozess wird zuerst das Eisensulfid oxidiert. Das Eisen wird dann durch Quarzzuschlag verschlackt. Übrig bleibt Spurstein, also Kupfersulfid. Das Verblasen dieses Spursteines erfordert große Sorgfalt. Sukzessive bildet sich durch den Verblaseprozess Kupfer. Dazu wird der Konverter so gedreht, dass die Luft in die Spursteinphase kommt (Bild 14).
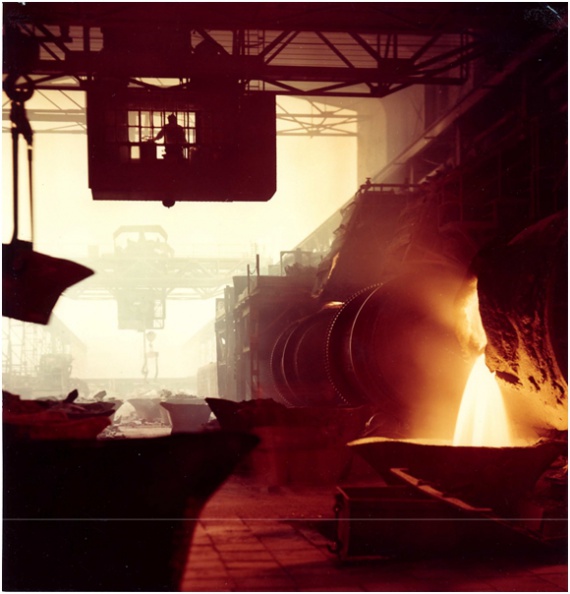
(Foto Archiv Mansfeld Museum, Hettstedt)
Das Eisen des geschmolzenen Rohstein wird in der ersten Verblaseperiode zu einer Fayalitschlacke (2FeO x SiO2) verschlackt, die vor dem Verblasen des Spursteines entfernt werden muss.
Die SO2-haltigen Abgase wurden über eine Rohrleitung in die Kontaktanlage geleitet, wo das SO2 durch V2O5-Katalysatoren zu SO3 oxidiert wurde. Das SO3 wurde ausgewaschen und es entstand Schwefelsäure.
Am Ende des Verblaseprozesses erhält man Schwarzkupfer mit 0,5 bis 0,6 % Silber, etwas weniger Nickel und Blei. Die Weiterverarbeitung dieses Schwarzkupfers veränderte das Gesicht der Gottesbelohnungshütte weiter. Der Betriebsteil Flammofenbetrieb wurde zur Raffination des Schwarzkupfers zu Anodenkupfer weiter entwickelt.
1937 ging die Kupferelektrolyse auf der Gottesbelohnungshütte in Betrieb. Es handelte sich dabei um eine Raffinationselektrolyse. Mit der Anwendung des Elektrolyseverfahrens waren nahezu alle Nachteile der bisherigen Technologien zur Entsilberung von Kupfer beseitigt. Im Elektrolyseverfahren wird das Anodenkupfer durch Einwirkung von Gleichstrom aufgelöst. Mit dem Kupfer löst sich auch das Nickel auf und verbleibt im schwefelsauren Elektrolyten, aus dem es entfernt werden muss – durch Auskristallisation. Silber und weitere Edelmetalle sowie Blei und Selen sammelten sich im Anodenschlamm, der bis zu 50 % Silber und 7 % Selen enthielt und vergleichsweise zur vorherigen Arbeitsweise ein ideales Vorprodukt für die Silber- und Selenherstellung war. An der Katode scheidet sich Kupfer mit 99,95 % Kupfer ab (Bild 15).

(Foto Archiv Mansfeld Museum, Hettstedt).
Die Katoden wurden als Hauptprodukt der Elektrolyse zunächst im Flammofen zu Formaten verarbeitet.
In den 1960er Jahren wurde die Formateproduktion durch zwei Strangussanlagen erweitert, in denen sauerstofffreies Kupfer hergestellt werden konnte. 1978 erreichte die Katodenverarbeitung in einer Drahtgießwalzanlage ein weiteres technologisches Highlight, verbunden mit tief greifenden Veränderungen bei der Weiterverarbeitung im benachbarten Walzwerk Hettstedt (heute MKM). Die Kapazitäten der Gießanlagen wuchsen stärker als das eigene Aufkommen an Katoden, sodass zunehmend Fremdkatoden zu gekauft werden mussten.
Auch für die Anodenschlammverarbeitung musste eine neue Technologie entwickelt werden. Das Material wurde geröstet, um das Selen in lösliches Selenit zu überführen; das Röstgut anschließend gelaugt. Dieser Prozess wurde ab 1980 durch eine Drucklaugung ersetzt. Das Selen konnte dann mit SO2 ausgefällt und bis zum Reinstselen gereinigt werden. Der Laugerückstand, mit Schwefelsäure entkupfert, lief dem Silberflammofen vor, in dem Anodensilber hergestellt wurde, das wiederum der Silberelektrolyse vorlief. Endprodukte der Silberelektrolyse waren reines Silber und Anodenschlamm, der die restlichen Edelmetalle enthielt und in Fremdbetrieben weiter verarbeitet wurde.
Mit zunehmender Industrialisierung kam immer mehr Sekundärkupfer in Form von Legierungen aber auch in metallischer und verunreinigter Form in größeren Mengen auf den Markt und stand als Rohstoff für die Kupferhütten zur Verfügung. Insbesondere in Krisen- und Kriegszeiten, wenn es zu akutem Metallmangel kommt, werden gern „Altmetalle“ mobilisiert.
So kam es, dass 1942 in Verlängerung der Rohsteinkonverterkranbahn der Bessemerei ein 8. Konverter für das Schrottverblasen nach dem Knudsenprozess in Betrieb genommen wurde. Das Verfahren ist effektiv und unkompliziert. Der Konverter wird mit einem Koksbett aufgeheizt. In das glühende Koksbett wird Messingschrott eingetragen. Das Messing schmilzt und in die flüssige Metallphase wird Luft eingeblasen. Eisen und Zink verbrennen exotherm und liefern die Schmelzwärme für das nachfolgende Material. Zink geht als ZnO in den Flugstaub, Eisen wird verschlackt. Weitere Begleitmetalle wie Blei und Zinn werden auch verflüchtigt. Am Ende des Verblaseprozesses erhält man Schwarzkupfer. Aus den Abgasen wird Pb/Zn/Sn-haltiger Flugstaub gewonnen.
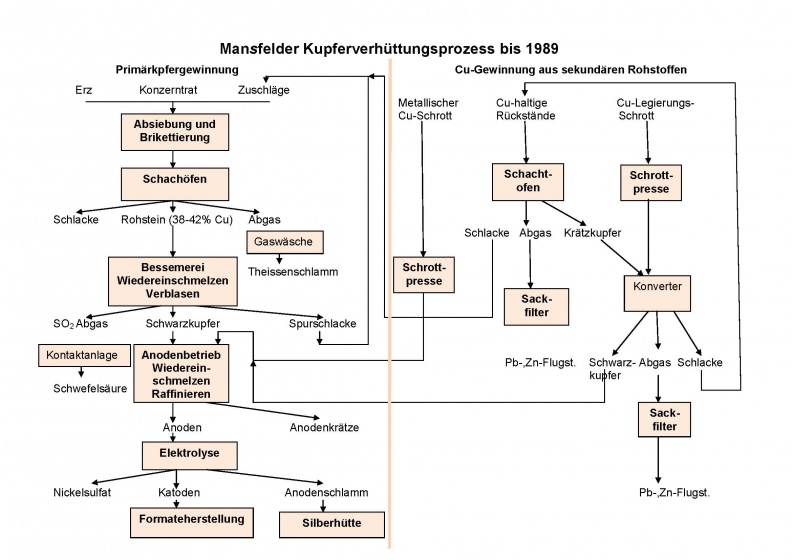
Die Entwicklung der Sekundärmetallurgie war auch zu DDR-Zeiten interessant. So entstand 1969 bis 1972 eine neue Sekundärkupferanlage auf der Kupfer-Silber-Hütte (Gottesbelohnungshütte). Sie verfügte über einen Schachtofen zur Verarbeitung der oxidischen Materialien und der Konverterschlacke sowie über zwei Konvertoren. Die metallurgischen Aggregate verfügten über eine Gasreinigung (Sackfilteranlagen). Das Schwarzkupfer der Sekundärkupferanlage lief dem Anodenbetrieb vor, wodurch das Primärkupfer (aus Erz) verdünnt wurde und somit der Silbergehalt der Anoden abnahm. Die zunehmenden Anteile an Sekundärkupfer bedingten auch Veränderungen in der Prozessführung der Elektrolyse. Damit ist der Kupferweg, den die Mansfelder Metallurgen beschritten haben, bis in die Neuzeit beschrieben und soll in der nachfolgenden schematischen Darstellung vereinfacht gezeigt werden (Bild 16).
1998 kam zwar noch ein neuer Anodenbetrieb hinzu, doch der Schrottmarkt wurde komplizierter und die Konkurrenzhütten hatten durch moderne Schmelzverfahren mit hoher Kapazität aufgerüstet. 2002 erfolgte die Stilllegung der Anlagen, was mit dem Ende der Metallgewinnung gleich zu setzen ist.
Eine Beschreibung, die sich auf den Hauptprozess, also die Kupfergewinnung beschränkt, würde das Mansfelder Hüttenwesen mit seinen weltweit einmaligen - rohstoffbedingten - Prozessen nicht ausreichend repräsentieren. Unverzichtbar ist und bleibt in diesem Zusammenhang die Erwähnung der anspruchsvollen Technologie der Theissenschlammverarbeitung (Zn-Pb- und spurenmetallhaltiger Flugstaub der Rohhütten). Für die Theissenschlammverarbeitung wurde die Kupferkammerhütte zur Bleihütte umgebaut. Der Prozess der Verarbeitung ist allerdings erst allmählich gewachsen. Der Theissenschlamm musste zunächst vom Bitumen befreit werden. Das erfolgte auf den Rohhütten bzw. nach Stilllegung der Krughütte (Karl-Liebknecht-Hütte) im Jahre 1972 allein auf der Kochhütte (August-Bebel-Hütte) durch Schwelen.
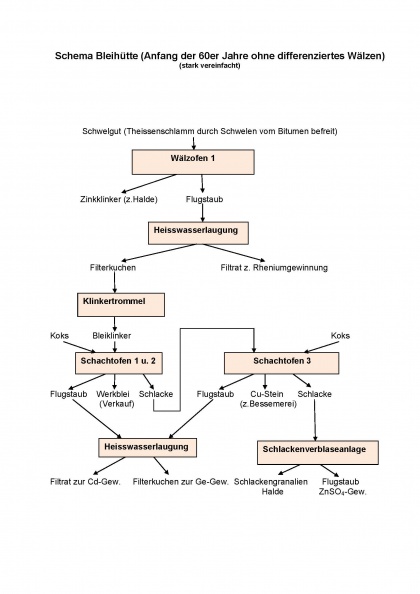
Man begann, den Theissenschlamm im Schachtofen zu verarbeiten. Das erwies sich als unbefriedigend und in der Folgezeit wurde die Bleihüttentechnologie immer wieder verändert und angepasst. Den Verarbeitungsversuchen im Schachtofen zur Schwelgutverarbeitung folgte der Einsatz von Kurztrommelöfen, in denen Zinkklinker und Bleioxid hergestellt wurden, die dann in technologisch anspruchsvollen Schritten weiter verarbeitet wurden. Die laufend notwendigen Veränderungen waren auch der Tatsache geschuldet, dass sich die Zusammensetzung des Schwelgutes zuungunsten des Bleis veränderte. Durch intensive Forschungsarbeiten gelang es, das differenzierte Wälzen zu entwickeln. Dabei wurde im ersten Wälzofen das Blei vom Zink getrennt, wobei das Blei in den Flugstaub ging.
Der Flugstaub wurde zur Extraktion von Re und Cd mit heißem Wasser gelaugt. Der Laugerückstand gelangte in eine Klinkertrommel zur Herstellung eines Bleiklinkers. Blei wurde dann im Schachtofen erschmolzen. Zink ging in den Zinkklinker, der entweder aufgehaldet oder einem 2. Wälzofen zugeführt wurde, um das Zink zu verflüchtigen. Aus dem Zinkoxid wurden Farbzinkoxid und Zinksulfat hergestellt. Das differenzielle Wälzen galt als hüttenmännische Meisterleistung, blieb aber auch keine Lösung für immer.
Zum Schluss verzichtete man auf das differenzielle Wälzen und stellte in einem Wälzofen ein Pb-Zn Mischoxid her aus dem durch Laugung Zinksulfat gewonnen wurde. Den Blei-Rückstand dieser Verarbeitung schmolz man im Schachtofen zu Werkblei um und verkaufte dieses zur Weiterverarbeitung an die Bleihütte Freiberg, nachdem die eigene Bleiraffination aufgegeben wurde. Große Bedeutung besaß die Bleihütte als Produzent von Spurenmetallen aus den Stäuben, die bei der Verhüttung anfielen. So wurde aus verschiedenen Anreicherungsprodukten, die im technologischen Prozess der Bleihütte anfielen, ein Zwischenprodukt mit 40%igem Cadmium sowie Rhenium, Thallium, Jod und Germanium hergestellt und in den Handel gebracht.
Nachfolgend (Bild 17) ist der Bleihüttenprozess aus der Zeit Anf. der 60er Jahre in einer stark vereinfachten Grafik dargestellt. Kein anderer Prozess war so vielen Veränderungen ausgesetzt. Das erfordert eine Beschränkung und starke Vereinfachung. Wenn man den Bleihüttenprozess in allen Varianten und Nuancen verstanden hat, konnte man „Metallhüttenkunde“ wirklich.
Die Bleihütte wurde mit der vollständigen Inbetriebnahme der Sekundärkupferanlage Anfang der 70er Jahre geschlossen. Seitdem wurde der weiter auf der Rohhütte anfallende Theissenschlamm deponiert.
Spätestens ab diesem Zeitpunkt zeichnete sich langfristig ab, dass der Bergbau auf Kupfer im Mansfeldischen endlich sein wird. Eine Herausforderung - auch für den Hüttenmann - stellte die damals beabsichtigte Erschließung der Lagerstätte Spremberg dar. Sie führte zu umfangreichen Untersuchungen zur Verarbeitung von Spremberger Konzentrat. Eine neue Kupferhütte wurde entworfen. Heute wissen wir, dass die Kraft der DDR für das Projekt Spremberg nicht reichte.
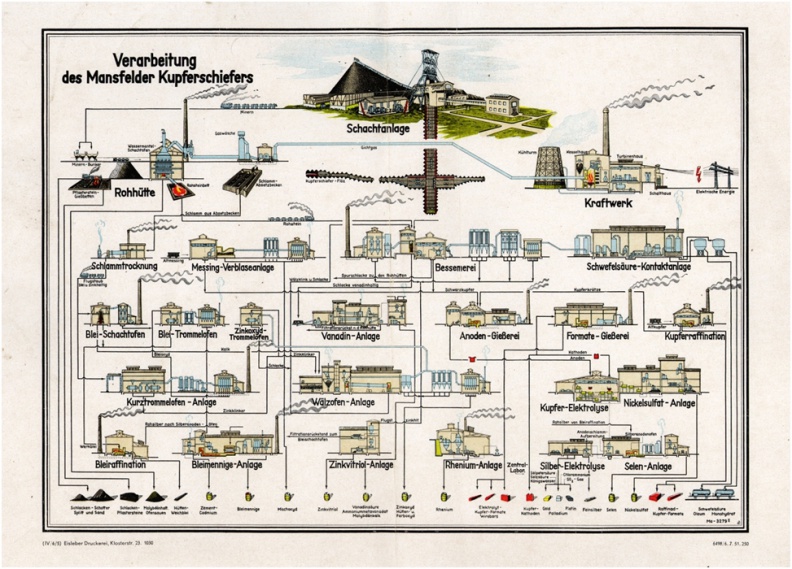
Dieser Beitrag wäre unvollständig, wenn man nicht auf eine der schönsten und instruktivsten Prozessbeschreibungen eingehen würde: Den Mansfeld-Stammbaum. Nichts bringt den Mansfeld-Prozess besser und auch schöner auf ein Blatt Papier (Bild18). Für mich ist das nicht nur eine technische Darstellung, sondern ein echtes Kunstwerk und ganz früher war Metallhüttenkunde eine Kunst, der man ruhig einmal mit dieser Darstellung huldigen kann. Sie zeigt auch die enorme Vielfalt der Ergebnisse vor Forschung und Innovation des 20. Jahrhunderts. Nun: Es ist heute Geschichte.